









Wato wato, summer has been great here, hope you are all enjoying a holiday, well hopefully anyway.
Starting to part planish the Britannia silver bowl before the rest of the shaping is carried out. I do this because planishing is a tricky skill to master. On the face of it, what could be simpler, just overlap the blows with a polished faced planishing hammer on a polished stake, no worries eh!
Stake selection is critical if you wish to achieve good results, also planishing is not a one shot deal, it happens over successive courses and becomes ever finer and gentler towards the end result of the finish you wish to create. I will go into a little more detail in the next post as I also wanted to highlight a massive boob I made in selecting a raising stake, in this case my cows tongue stake.
I turned it from its concave gentle curve the other side to a rather more aggressive convex curve. In the past I have managed to ‘bully’ copper into this slight depression, creating the wrinkles that I used to shrink the material, creating the narrowing mouth of the entrance as I wanted. In silversmithing this is perhaps a little misguided on my part, silver being altogether more resilient to hammer blows than copper.
Looking at the pictures you will notice that things were going quite nicely up to the 18th course. I keep things tidy after each round by truing up with a mallet on the stake to help me to keep track of where things are going, as well as cutting down on the time taken to planish at a later stage.
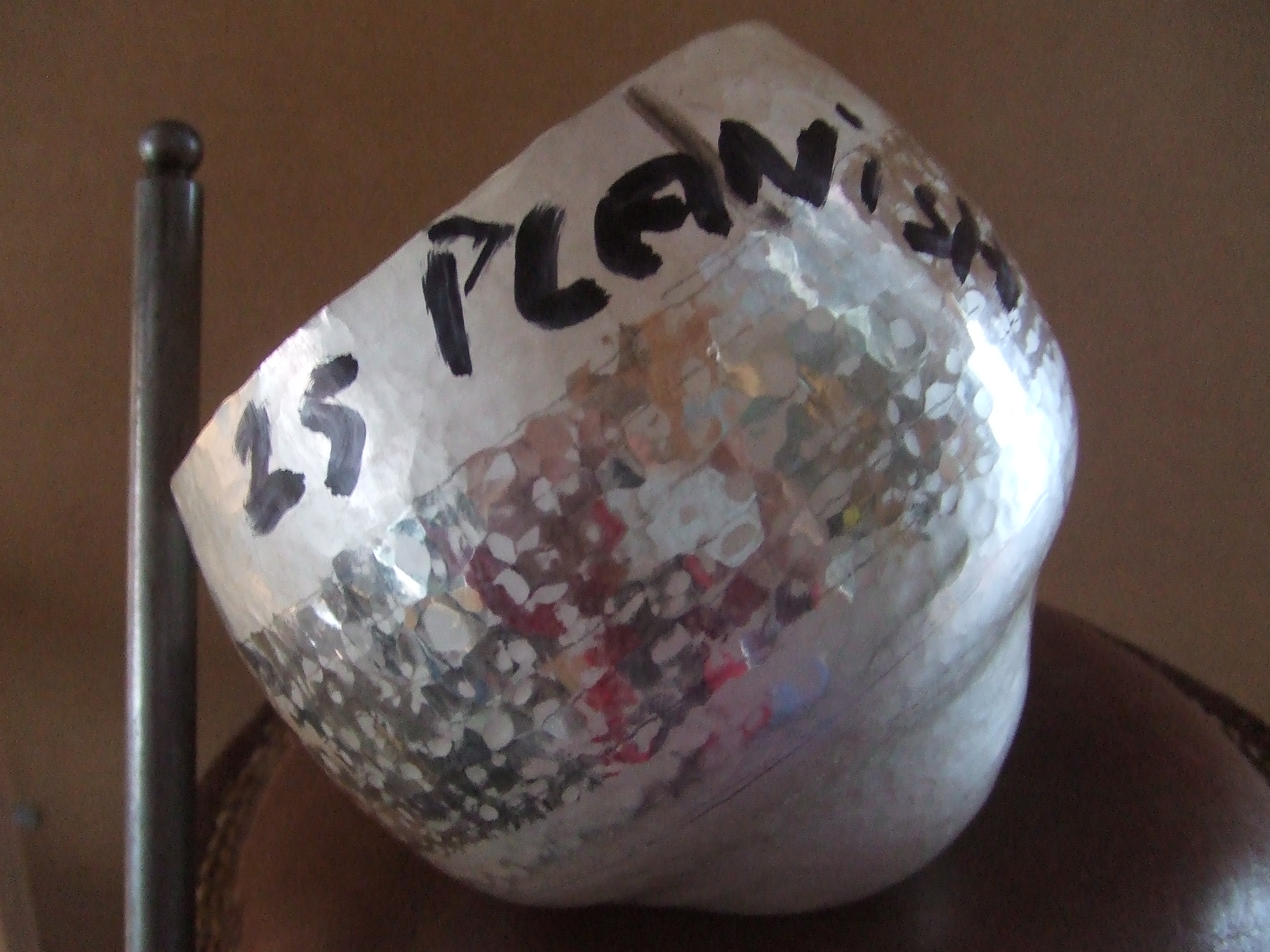
The next picture shows the stake with the convex curve that I tried to drive the silver into to help shrink the mouth and bring the shape in. The following pictures up to the 25th course will show the sorry result of the assumptions that I made, comparing my results with the copper vessels I had made previously.
The silver resisted the force of the hammer blows far more than the copper. This meant that as I landed my blows from my raising hammer, the stake acted like a kind of, equal and opposite hammer. This pushed the silver into the bulge you see up to this point. I am embarrassed to see the pictures and feel a little foolish for not noticing this effect earlier, correcting it sooner by going back to the concave side of the cows tongue stake.
Round 29 shows you the bowl after I took this action and went back to the ‘propper’ side of the stake. I tried to bring the sides in too fast and this was the result. Perhaps this was part of the reason the rim cracked, more of this in another post.
I have been made aware that I write, not to mention talk, too much making it difficult for people to keep attention to what I’m trying to convey. With this in mind I will leave this post for you to ponder, going into more depth with planishing, and the cracked rim in another post.
Thank you again for your kind messages, I very much appreciate them. Until next time.
All my very best wishes.
Stu Art 🙂




